Делаем контактную сварку своими руками из сварочного аппарата
Содержание:
- Производители сварочных клещей
- Виды контактной сварки
- Суть процесса
- Related Posts via Categories
- Полуавтомат Саныча
- Параметры выбора клещей для сварки
- Процесс эксплуатации точечной микросварки, сделанной своими руками
- Аппарат для точечной сварки своими руками
- Собираем трансформатор
- Прочность сварки
- Оборудование для контактной сварки
- Три простых схемы сборки споттера своими руками
- Фото точечной сварки своими руками
- Аккумуляторы 18650 и их сварка
- Краткое послесловие
- Схема самодельного сварочного аппарата
- Заключение
Производители сварочных клещей
Занимаются конструированием и производством клещей точечной сварки много компаний, специализирующихся на сварочном оборудовании. В их арсенале как универсальные ручные или подвесные модели, которые можно настроить в довольно широких пределах, так и узкоспециализированные, например, для сварки дисков автомобильных колес или частей рам. Последние, как правило, устанавливаются как часть конвейерных линий.
Для бытового использования можно купить относительно недорогие китайские инструменты, которые не слишком пригодные для промышленного использования, но вполне уместны в гараже или домашней мастерской. Нечастую сварку стали, алюминия, меди и других цветных металлов они обеспечивают на достаточно качественном уровне.
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
 Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
 Точечная сваркаФОТО: usamodelkina.ru
Точечная сваркаФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
 Рельефное соединениеФОТО: weldering.com
Рельефное соединениеФОТО: weldering.com
Шовная технология сваривания
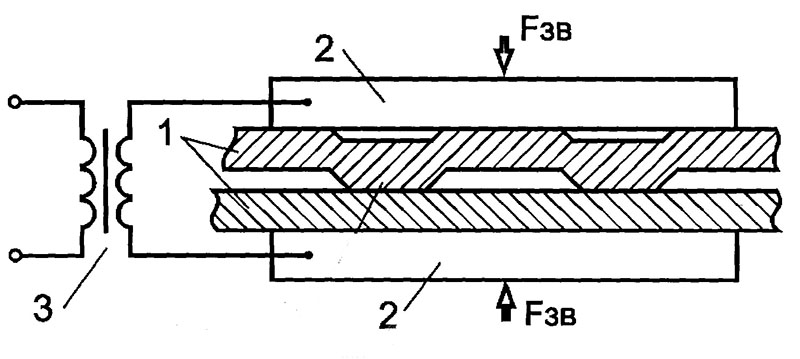
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.
 Шовная сваркаФОТО: svarkaprosto.ru
Шовная сваркаФОТО: svarkaprosto.ru
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
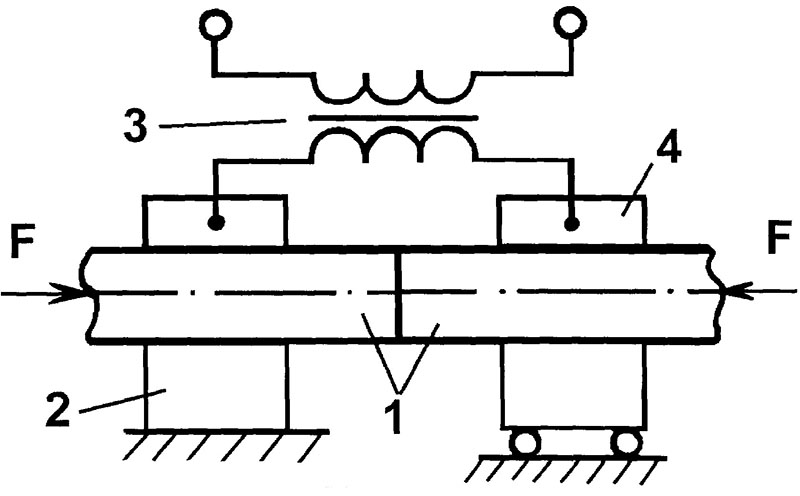 Схематическое изображение стыковой сварки металловФОТО: weldering.com
Схематическое изображение стыковой сварки металловФОТО: weldering.com
Статья по теме:
Суть процесса
Точечная сварка относится к популярному виду соединения металлических изделий контактным способом. Металлические изделия сваривают друг с другом не по сплошной линии, а в нескольких точках. Такой метод отличается относительной простотой исполнения и высокой производительностью, чем объясняется широкая сфера его применения. В частности этот метод используется, когда предстоит сварка аккумуляторов своими руками.
Суть работы точечной сваркой отличается крайней простотой. Она состоит в том, что свариваемые детали плотно прижимаются друг к другу, а затем на них подается электрический импульс большой мощности. После того, как разогрев деталей достигнет требуемой температуры, в точке соприкосновения произойдет образование ядра, состоящего из расплавленного металла.
Усиленное сжатие деталей приводит к началу взаимного проникновения молекул прижатых друг к другу металлов. После отключения тока в месте сварки начинает происходить медленное снижение температуры, а металл будет кристаллизоваться. Место сваривания получается настолько прочным, что при попытке разъединить полученное соединение треснет только металл, находящийся вблизи точечного места сварки.
Несложный принцип такого вида сварки включает в себя плотный прижим соединяемых деталей и происходящее вслед за этим генерирование импульса достаточной силы.
К преимуществам точечной сварки относится:
- Прочность соединения.
- Экологичность процесса.
- Технологичность.
- Быстрота.
- Невысокие значения тока и напряжения.
- Незначительность деформации.
- Простота выполнения.
- Удобство работы с аппаратом.
- Экономичность.
Осуществление этого процесса не потребует приобретения таких видов расходняков, как электроды, баллоны с газом, проволока и флюс.
Схема точечной сварки для аккумуляторов своими руками:
Осуществление соединения таким методом включает в себя три простых этапа выполнения:
- Сжатие деталей, вызывающее небольшую деформацию деталей в этой области.
- Подача тока в зону, где расположен контакт, вызывающую расплавление металла и образование ядра.
- Выключение тока. Остывание металла и его кристаллизация.
Во время воздействия тока ядро расширяется до достижения максимальных размеров. Вокруг жидкого ядра образуется пояс, имеющий плотную структуру. После выключения тока необходимо на некоторое время оставлять прижим деталей до снятия напряжения в месте сварки. Благодаря произошедшей ранее деформации металлов отсутствует разбрызгивание, точечный шов получается аккуратным и не требует последующей зачистки.
Точечная сварка аккумуляторов своими руками приводит к весьма существенному сокращению суммы денег, необходимой для приобретения дорогого оборудования. К одним из основных требований относится предварительная подготовка. В нее входит очищение поверхности от имеющихся загрязнений. Иначе при сварке снизится мощность, что приведет к износу применяемого аппарата.
Если после окончания сварки все же появятся наплывы вследствие выплесков металла, то их необходимо аккуратно зачистить. Выплески снижают надежность соединения. Также возможно появление такого дефекта, как прожог. Это может произойти при чересчур большой силе тока, большого времени действия импульса или чрезмерной силе сжатия деталей. В этом случае необходимо снижение силы тока и величины прижима.
Когда импульс будет слабым, то это может привести к непровару. Этот дефект также может возникнуть, если сила сжатия будет недостаточно сильной, или произойдет ослабление сжатия клещей уже во время процесса. Непровар может появиться при слишком близком расположении сварных точек.
Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Сварка легированных сталей – просто и понятно об особенностях процесса
- Форсаж 161 – российский инвертор для качественной электродуговой сварки
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
Параметры выбора клещей для сварки
Для подбора сварочного оборудования необходимо знать, по каким параметрам оцениваются агрегаты контактной точечной сварки:
- мощностные характеристики: сила тока и рабочее напряжение, от них зависит разогревающая способность дуги: она должна соответствовать температуре плавления соединяемых сплавов (для 4 мм соединения нужен ток не менее 6 кА);
- расстояние между электродами и центральной осью сварочных клещей, (вылет электродов характеризует глубину захода инструмента на свариваемые поверхности);
- крепление электродов: они фиксируются зажимными держателями и резьбовым соединением (предпочтительнее зажимы);
- физические свойства электродов (компоненты медных сплавов влияют на электропроводность);
- производительность (измеряется количеством мест соединения, сделанных в течение часа);
- вес сварочного аппарата;
- конструктивное решение: ручные клещи или подвесные.
- мощность готовых сварочных клещей колеблется от 2 до 6 кВА.
Процесс эксплуатации точечной микросварки, сделанной своими руками
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
Во время включения и выключения прибора электроды должны быть сжаты
Иначе вы рискуете сжечь их.
Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
Перед работой важно проверить качество соединения всех элементов сети
А также изоляцию проводов.
Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
Перед работой проведите тестовый запуск на малой мощности.
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Собираем трансформатор
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение
Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт
В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы электрической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Оборудование для контактной сварки
В основном для осуществления контактной сварки используют машины двух типов: общего назначения и специального. Если говорить о строительной сфере, то здесь применяют устройства таких типов, как МТ 501, АСИФ, 18650 и другие.
Все перечисленные машины оборудованы специальным приводом, а также пневматическими устройствами, обеспечивающими зажим элементов. Благодаря подобной конструкции удается осуществить, например, соединение труб, стержней иди других заготовок, выполненных из стали с низким содержанием углерода.
Принцип работы устройств достаточно прост: конструкция производит сварку посредством предварительного нагрева скрепляемых деталей. Гидравлический привод, которым снабжается большинство агрегатов, помогает ускорить или замедлить процесс подогрева, оплавления.
Существует классификация данного оборудования. В таблице приведены аспекты классификации.
| Аспект | Классификация |
|---|---|
| По назначению | Бывают машины, как общего назначения, так и специального. |
| По особенностям конструкции | Сюда можно отнести деление устройств для сварки на стационарные, транспортируемые, односторонние и т.д. |
| По приводу сжатия | Выделяют педальные машины, агрегаты с электро- и с пневматическим приводом, гидравлическим механизмами. |
| По типу действия | Аппараты подразделяются на те, которые работают в автоматические режиме, и те, у которых данная возможность отсутствует. |
Таким образом, можно сделать вывод, что оборудования для проведения контактной сварки достаточно много, и на каждый случай можно выбрать то или иное устройство.
Три простых схемы сборки споттера своими руками
Споттер — это обиходное название аппарата односторонней точечной сварки, предназначенного для ремонта кузовных деталей автомобилей.
По своей конструкции он достаточно прост, поэтому изготовить споттер своими руками по силам любому домашнему мастеру, имеющему опыт работы с электротехническими устройствами. Единственное, в чем нельзя ошибиться, — это выбор мощности, расчет силы тока и количества обмоток.
Народные умельцы используют в качестве источников питания различные устройства, но не все они способны обеспечить оптимальные рабочие режимы.
К примеру, самодельный споттер из микроволновки даже при применении нескольких трансформаторов от этого бытового прибора, в основном, пригоден для выполнения прогрева. В случае отсутствия достаточно мощной электросети в месте ремонта используют аппараты с автономным источником, состоящие из аккумулятора и схемы прерывания напряжения.
Такие устройства имеют один существенный недостаток — ограниченное время работы. При сборке самодельного споттера можно воспользоваться различными системами управления: от простой кнопки с реле до инверторного источника.
В последнем случае ток, поступающий из инвертора к месту сварки, регулируется с высокой точностью как по длительности, так по и амплитуде импульса.
Можно ли сделать споттер с заводскими характеристиками
Если правильно рассчитать параметры, выбрать надлежащие компоненты и качественно изготовить не только источник питания, но и инструментальные принадлежности, то самодельный споттер по своим функциональным возможностям ничем не будет отличаться от своего заводского собрата.
При наличии некоторых радиолюбительских навыков блок питания и необходимые провода несложно изготовить своими руками.
В качестве сварочного пистолета можно использовать любое изделие подходящей формы, конструкция которого позволяла бы укрепить на его концах резьбовые контакты и была бы удобна в работе.
Для пистолета и обратного молотка потребуются несколько деталей, которые лучше всего выточить на токарном станке. Часть наконечников-электродов может быть сделана своими руками с применением обычного слесарного инструмента, но некоторые все же лучше заказать или приобрести готовыми.
Для того, чтобы работать самодельным аппаратом, могут потребоваться дополнительные приспособления (пуллеры, гребенки, штанги), которые также могут быть изготовлены самостоятельно. Расходные материалы для споттера (сварочные шайбы, шпильки, волнистая проволока, угольные электроды и пр.) стоят недорого и свободно продаются в специализированных магазинах.
Основные компоненты для сборки
Для сборки и испытаний самодельного споттера нужны следующие комплектующие и расходные элементы:
- Корпус. Коробчатая конструкция из листового металла с передней и задней панелями. Обязательно наличие вентиляционных отверстий и клеммы заземления.
- Источник питания. В самом простом виде это переделанный своими руками трансформатор с защитным автоматом в первичной цепи.
- Кабели питания. Сварочный кабель должен иметь клемму для подключения к питанию и резьбовой контакт для присоединения к пистолету, а кабель массы — клемму и контактную площадку для сварного присоединения к кузовной детали.
- Схема управления. В минимальном варианте включает в себя кнопку-выключатель на пистолете, реле отключения входного напряжения, провода управления и блок питания цепи управления.
- Сварочный пистолет. На одном конце находится контактное резьбовое соединение для присоединения электродов и адаптеров, а на другом — гнездо для подключения сварочного кабеля.
- Оснастка. В базовом варианте включает в себя электроды для шайб и шпилек, обратный молоток и адаптер для подключения угольного электрода.
При условии, что все компоненты изготовлены без отклонений и ничего не придется подгонять и переделывать, для сборки своими руками потребуется обычный слесарный и электроинструмент. Из измерительных приборов могут понадобиться рулетка, штангенциркуль и мультиметр.
Фото точечной сварки своими руками
https://youtube.com/watch?v=tf5-uJ_pn-o
Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Трубогиб своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования
Схема самодельного сварочного аппарата
Для бытовых потребностей покупать сварочный аппарат будет не резон, тем более его можно сделать своими руками.
Габариты такого устройства будут напрямую зависеть от потребностей. Удобнее собирать устройство средних размеров. Ниже представлена схема точечного сварочного аппарата.
1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
Работа сварочного аппарата основывается на физическом законе Ленца-Джоуля.
Смысл закона состоит в том, что проводник начинает вырабатывать тепло, пропуская через себя электрический ток, в количестве, пропорциональном сопротивлению материала проводника, квадратному значению тока и времени, которое затрачивается на «прохождение» тока.
Провода выбираются с учетом этого закона.
Поскольку контактная точечная сварка происходит за счет электрического импульса, то для создания устройства потребуется трансформатор, соединять который с источником питания напрямую не рекомендуется.
Для правильного соединения требуется выпрямительный мост с тиристором.
Ток собирается, импульс создается с помощью конденсатора.
Мост первого трансформатора замыкается тиристором, который выступает в качестве катода.
Открытым он будет до того момента, пока конденсатор не будет полностью разряжен. «Импульс» является началом и окончанием работы сварочного аппарата.
Для создания более мощного устройства схема немного изменяется: необходимо добавить полупроводниковый тиристор, реле времени.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов
Также важно позаботиться о заземлении, которое фиксируется на одной из клемм
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.









